Gestion de 15 000 PSI : Considérations sur la conception de l'extrémité du fluide de fracturation
Mar 05, 2026
La fracturation hydraulique moderne a poussé bien au-delà de ce que l’industrie considérait comme une pression extrême il y a à peine dix ans. Dans les formations de schiste serrées comme Haynesville – où les pressions de fracturation atteignent régulièrement 13 500 PSI ou plus - et dans les jeux horizontaux les plus profonds exigeant désormais jusqu'à 15 000 livres par pouce carré , l'ensemble du système de pompe est soumis à un niveau de contrainte cyclique que la plupart des conceptions conventionnelles n'ont jamais été conçues pour supporter. En tant que fabricant de composants pour fluides haute pression, nous travaillons quotidiennement avec des opérateurs et des sociétés de services confrontés à ces exigences. Ce qui suit est une présentation pratique des considérations de conception qui comptent réellement à ces pressions.
Pourquoi 15 000 PSI est un problème d'ingénierie différent
Il existe une différence significative entre concevoir pour 10 000 PSI et concevoir pour 15 000 PSI – et il ne s’agit pas simplement d’ajouter plus de matériau. Aux pressions extrêmes, le mode de défaillance dominant passe de la surcharge statique à la surcharge statique. fatigue de cycle élevé . Une extrémité fluide d'un travail de fracturation typique peut subir entre 150 et 300 cycles de pression par minute. Sur une étape de 6 à 8 heures, cela se traduit par des millions de cycles de contrainte sur le bloc d'extrémité du fluide, les pistons, les vannes et les sièges.
Le problème crucial est la concentration du stress. Chaque intersection d'alésage, connexion filetée et coin interne du bloc d'extrémité fluide est un site potentiel d'initiation de fissure. À 15 000 PSI, même de petites imperfections géométriques qui seraient sans conséquence à des pressions plus basses peuvent se propager en fissures de fatigue au cours d'un seul travail. C'est pourquoi les décisions de conception concernant la géométrie, le choix des matériaux et le traitement de surface sont indissociables des performances dans cette classe de pression.
Sélection des matériaux : acier au carbone ou acier inoxydable à très hautes pressions
Pendant de nombreuses années, l'acier au carbone à haute résistance (généralement 4330M ou nuances d'alliage équivalentes) était la norme pour les blocs d'extrémité fluides. L'acier au carbone offre une excellente résistance à la traction, souvent de l'ordre de Limite d'élasticité de 140 000 à 160 000 PSI - et il usine de manière prévisible. Cependant, à 15 000 PSI avec des fluides de fracturation corrosifs ou riches en chlorure, la faiblesse de l'acier au carbone devient évidente : il est vulnérable à la fatigue par corrosion, où l'attaque chimique et la contrainte mécanique se combinent pour accélérer la croissance des fissures beaucoup plus rapidement que l'un ou l'autre mécanisme seul.
Aciers inoxydables durcis par précipitation, en particulier 17-4PH et 15-5PH — sont devenus le matériau privilégié pour les applications exigeantes à haute pression. Ces alliages combinent une limite d'élasticité élevée (comparable à l'acier au carbone allié) avec une résistance à la corrosion nettement meilleure. Dans les opérations du bassin permien, les têtes de fluide en acier inoxydable ont démontré des durées de vie dépassant 3 000 heures de pompage , contre 800 à 1 200 heures qui sont plus typiques des équivalents en acier au carbone dans des conditions similaires. Le coût initial plus élevé est systématiquement compensé par une fréquence de remplacement réduite et une réduction des temps non productifs.
| Matériel | Limite d'élasticité typique | Résistance à la corrosion | Meilleur cas d'utilisation |
|---|---|---|---|
| Acier au carbone 4330M / 4140 | 140 000 à 160 000 psi | Faible | Fractation d'eau douce, pression inférieure |
| Acier inoxydable 17-4 PH | 155 000 à 170 000 psi | Élevé | Élevé-pressure, corrosive fluid service |
| Acier inoxydable 15-5 PH | 145 000 à 165 000 psi | Élevé | Fluides agressifs à ultra haute pression |
| Duplex / Super Duplex | 90 000 à 116 000 psi | Très élevé | Élevély corrosive or sour service |
Un facteur critique mais souvent négligé est la propreté des matières premières. Refusion sous laitier électro (ESR) du stock d'acier forgé élimine les inclusions non métalliques et produit une structure métallographique plus uniforme. Pour les extrémités fluides fonctionnant à 15 000 PSI, les pièces forgées de qualité ESR ne constituent pas une option premium : elles constituent une exigence de base pour une durée de vie prévisible en fatigue.
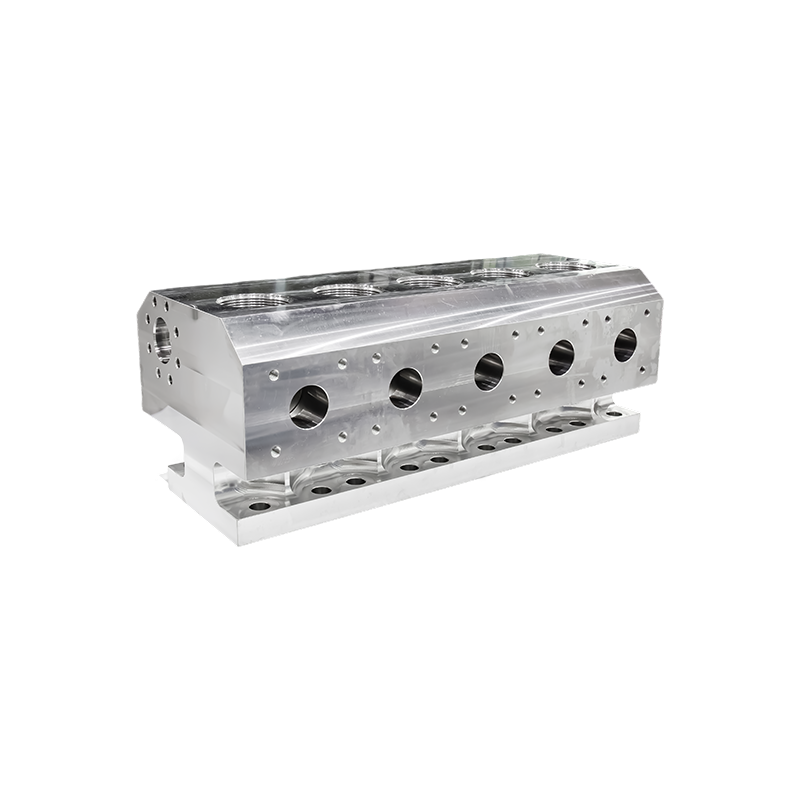
Géométrie du bloc d'extrémité fluide et conception des intersections d'alésage
Le bloc d'extrémité fluidique est l'endroit où se concentrent les contraintes les plus élevées de l'ensemble du système de pompe. Dans une pompe triplex ou quintuplex, le bloc contient plusieurs alésages qui se croisent : l'alésage du piston, le passage d'aspiration et le passage de refoulement se rencontrent tous dans une chambre commune. Cette intersection est la région du composant la plus critique en termes de contraintes et sa géométrie détermine en grande partie la durée de vie en fatigue.
Rayon de transition et finition de la surface interne
Les coins internes pointus agissent comme des élévateurs de stress. À 15 000 PSI, un rayon de coin de seulement 0,030 pouces contre 0,090 pouces peut signifier un Différence de 2 à 3 fois dans le facteur de concentration de contraintes locales . Les fabricants de modules fluidiques de qualité investissent dans des outils CNC de précision spécialement conçus pour usiner des rayons internes généreux et cohérents à chaque intersection d'alésage - ce n'est pas un détail qui peut être abordé lors de la réparation ; il doit être intégré aux spécifications originales de forgeage et d’usinage.
De même, la finition de la surface interne est importante. Une surface d'alésage avec un Ra (rugosité moyenne) de 32 micropouces contre 8 micropouces peut augmenter de manière significative le risque d'apparition de fissures de fatigue dans des conditions de cycle élevé. Le polissage des passages internes, en particulier dans l'alésage du piston et à proximité des intersections d'alésage, est l'une des étapes de finition les plus rentables pour les composants de 15 000 PSI.
Grenaillage et contraintes de compression résiduelles
Le grenaillage introduit une couche de contrainte résiduelle de compression à la surface du composant. Étant donné que les fissures de fatigue s'initient et se développent sous l'effet d'une contrainte de traction, une couche superficielle compressive neutralise directement l'initiation des fissures. Pour les embouts fluides fonctionnant à des pressions ultra-élevées, le grenaillage contrôlé des surfaces d'alésage critiques peut prolonger la durée de vie en fatigue en 20 à 40 % sous chargement cyclique par rapport à une référence non grenaillée, basée sur des tests industriels documentés.
Conception de soupape et de siège pour un service de 15 000 PSI
Les vannes et les sièges font partie des composants les plus soumis à l'usure dans toute pompe de fracturation, et à 15 000 PSI, leur conception devient un facteur de coûts opérationnels important. La vanne doit s'ouvrir et se fermer des centaines de fois par minute face à un différentiel de pression de fluide qui, à cette classe de pression, exerce une énorme charge d'impact sur la face du siège de la vanne à chaque fermeture.
Géométrie du siège et angle de contact
L'angle de contact entre la vanne et la face du siège détermine la contrainte de contact à la fermeture. Une bande de contact plus étroite concentre la force d'appui sur une zone plus petite, améliorant ainsi l'intégrité du joint mais augmentant également le taux d'usure. La plupart des conceptions de vannes haute pression pour un service ≥10 000 PSI utilisent un Angle de contact de 45° ou 30° avec un insert trempé au niveau de la face du siège. Le matériau de l'insert - généralement du carbure de tungstène ou un alliage à surface dure - doit résister à la fois à la charge d'impact lors de la fermeture et à l'effet érosif du fluide abrasif chargé d'agent de soutènement s'écoulant à grande vitesse.
Zone d'écoulement et chute de pression à travers la vanne
À des débits de pompe élevés (souvent 10 à 20 barils par minute par piston), la chute de pression à travers la soupape d'aspiration peut réduire suffisamment la hauteur d'aspiration nette positive (NPSH) pour provoquer une cavitation du côté aspiration. La cavitation dans une extrémité de fluide fonctionnant à 15 000 PSI est particulièrement destructrice : l'effondrement des bulles de cavitation près des surfaces métalliques produit des pressions maximales localisées qui peuvent dépasser 100 000 PSI à l'échelle microscopique, provoquant des dommages rapides par piqûres. Les conceptions de vannes avec une surface d'écoulement accrue par rapport à la section transversale de l'alésage du piston sont donc préférables pour les opérations à débit élevé et à haute pression.
Considérations sur la sélection du piston et le système de conditionnement
Le piston et son système de garniture associé font partie des composants les plus fréquemment entretenus dans une pompe de fracturation haute pression. À 15 000 PSI, la garniture subit une charge dynamique continue : le joint doit résister à une différence de pression de près de 1 000 fois la pression atmosphérique tandis que le piston se déplace d'avant en arrière jusqu'à 200 coups par minute.
- Diamètre du piston : Les pistons de plus petit diamètre (par exemple, 3,5" contre 4,5") réduisent la charge sur l'extrémité motrice à une pression donnée, ce qui peut prolonger la durée de vie du piston et de la garniture. Cependant, les diamètres plus petits réduisent le débit par course et peuvent nécessiter un régime plus élevé pour maintenir le débit.
- Dureté de surface et revêtement : Les pistons recouverts de carbure de tungstène ou en céramique solide sont standard pour le service à haute pression. Les pistons en céramique offrent une excellente dureté (généralement Rockwell 90 HRA) et une excellente résistance à la corrosion, contribuant ainsi à des taux d'usure nettement inférieurs à ceux de l'acier chromé conventionnel.
- Matériau et géométrie de l'emballage : Les composés de garniture à base de HNBR et de PTFE sont préférés pour leur résistance chimique et leur stabilité dimensionnelle sous cyclage à haute pression. Les piles de garnitures multi-éléments avec un anneau de lanterne dédié pour la distribution de la lubrification surpassent les conceptions plus simples à élément unique à 15 000 PSI.
- Système de lubrification : La lubrification forcée continue de la garniture n'est pas facultative à ces pressions. Sans lubrification adéquate, la durée de vie de la garniture à 15 000 PSI peut passer de centaines d'heures à un seul emploi ou moins .
Conception de fer à débit haute pression et de collecteur
L'extrémité fluidique ne constitue qu'une partie du circuit haute pression. En aval de la pompe, le flux de fer (unions de marteau, fer de traitement, joints pivotants et raccords de tête de puits) doit être évalué pour la même classe de pression de service. Une inadéquation entre la pression nominale de l'extrémité du fluide et la pression nominale du débit de fer constitue un risque pour la sécurité et une source courante d'incidents.
Pour un service de 15 000 PSI, tous les composants du fer à débit doivent porter un 15 000 livres par pouce carré working pressure (WP) rating with a 2:1 safety factor , ce qui signifie une pression d'essai minimale de 30 000 PSI. L'API 6A régit les composants des têtes de puits et des arbres de Noël dans cette classe de pression, tandis que l'API 7K couvre les pompes et le fer de traitement. Il est essentiel de garantir que toutes les connexions dans le circuit d'écoulement sont certifiées conformes à des normes cohérentes, y compris les formes de filetage du marteau et les joints d'étanchéité, pour l'intégrité et la sécurité du personnel.
Nous fabriquons et fournissons une large gamme de composants d'extrémité de fluide haute pression et produits finaux de fluide de pompe de fracturation conçu pour les opérations exigeantes de service de puits — si vous recherchez des composants pour votre circuit haute pression, nous sommes heureux de pouvoir discuter de vos besoins spécifiques.
Exigences en matière d’assurance qualité et de traçabilité
À 15 000 PSI, une défaillance d’un composant n’est pas un inconvénient : c’est un événement de sécurité. Cela rend la traçabilité des matériaux et les tests non destructifs (CND) non négociables plutôt que des étapes de qualité facultatives.
Les étapes de qualité suivantes doivent être une pratique standard pour tout composant de tête fluide ou de fonte d'écoulement conçu pour un service à ultra haute pression :
- Traçabilité des certifications matériaux De la chaleur de l'acier au forgeage, à l'usinage et à l'inspection finale, chaque composant doit porter un identifiant unique traçable jusqu'à ses certificats de matériaux d'origine.
- Inspection par magnétoscopie (MPI) ou un test par ressuage de toutes les surfaces critiques après usinage pour détecter les défauts de rupture de surface.
- Tests par ultrasons (UT) de forger des ébauches avant l'usinage pour détecter les inclusions ou les vides souterrains qui ne seraient pas visibles en surface.
- Contrôle dimensionnel en utilisant un équipement MMT calibré pour vérifier la géométrie de l'alésage, la forme du filetage et la finition de surface conformément aux spécifications.
- Essais de pression hydrostatique des extrémités de fluide assemblées à un minimum de 1,5 × la pression de service avant la livraison.
Les opérateurs qui s'approvisionnent en modules fluides du marché secondaire doivent demander l'ensemble complet de la documentation qualité, y compris les certificats de matières premières, les dossiers d'inspection et les rapports de test, comme exigence standard en matière d'approvisionnement. Tout fournisseur refusant de fournir cette documentation doit être considéré comme un risque dans des conditions de service de 15 000 PSI.
Pratiques de maintenance qui prolongent la durée de vie à ultra haute pression
Même le module fluidique le mieux conçu tombera en panne prématurément sans un régime de maintenance approprié. À 15 000 PSI, la marge d’erreur est étroite. Les pratiques suivantes différencient systématiquement les opérateurs qui atteignent une longue durée de vie des fluides de ceux qui subissent des pannes chroniques :
- Précharge d'emballage contrôlée : Le serrage excessif des écrous de garniture est l’une des causes les plus courantes d’usure prématurée des pistons et des garnitures. Utilisez des clés dynamométriques étalonnées et suivez les spécifications du fabricant d'équipement d'origine. En règle générale, la garniture doit être serrée au couple de précharge spécifié, puis surveillée pour déceler les fuites plutôt que trop serrée de manière préventive.
- Protocole de montée en pression : Le démarrage à froid d'une pompe directement à une pression de fonctionnement de 15 000 PSI sollicite les joints et la garniture avant qu'ils n'atteignent la température de fonctionnement et l'équilibre dimensionnel. Une montée en puissance progressive – portant la pression à 50 % pendant 2 à 3 minutes avant d'atteindre la pression de fonctionnement maximale – peut prolonger considérablement la durée de vie de la garniture.
- Inspection de routine des soupapes et des sièges : Établissez un intervalle d’inspection défini basé sur les heures de pompage, et pas seulement sur le nombre de tâches. Les sièges usés qui restent en service commencent à se canaliser, permettant au fluide d'éroder une rainure sur la surface du siège, ce qui passe rapidement d'un problème d'usure mineur à des dommages au bloc pouvant nécessiter la mise au rebut du corps de l'extrémité fluidique.
- Inspection des fissures de bloc : Après chaque travail majeur ou intervalle d'heures de pompage défini, les blocs d'extrémité fluide doivent être inspectés à l'aide du MPI pour détecter les fissures de fatigue précoces, en particulier autour des intersections d'alésage. La capture des fissures à une profondeur de 0,5 à 1,0 mm permet la réparation des blocs ou un remplacement planifié ; les trouver à 5 mm signifie généralement que le bloc est de la ferraille.
L’aspect économique d’investir dans le bon équipement
L'instinct de minimiser le coût initial des composants est compréhensible, mais à 15 000 PSI, c'est généralement la décision la plus coûteuse qu'un opérateur puisse prendre. Imaginons un scénario dans lequel une tête de fluide en acier au carbone moins coûteuse coûte 18 000 $ et atteint 900 heures de service dans une application à haute pression et à haute teneur en chlorure, contre un équivalent en acier inoxydable à 28 000 $ qui atteint 3 200 heures dans les mêmes conditions. Le coût par heure de pompage est 20 $ pour l'option acier au carbone contre 8,75 $ pour l'option acier inoxydable — une réduction de 56 % du coût des composants par heure productive, avant de prendre en compte le temps de montage/arrêt supplémentaire, le NPT et le coût logistique des remplacements supplémentaires.
Cette analyse change encore davantage lorsque l'on prend en compte le coût d'une panne imprévue en cours de travail : temps de pompage perdu, dommages potentiels à la formation dus à l'interruption du travail et coût de mobilisation de l'équipement de remplacement. À 15 000 PSI, la structure des coûts favorise fortement l'investissement dans des composants de meilleure qualité, une assurance qualité plus stricte et des intervalles de maintenance proactifs.
Les défis de conception des opérations de fracturation hydraulique à 15 000 PSI sont considérables, mais ils sont bien compris. La sélection des matériaux, la géométrie du bloc, la conception des vannes, la qualité du système de garniture et les protocoles d'assurance qualité rigoureux déterminent si votre investissement dans les têtes de fluide fonctionne de manière fiable pendant des milliers d'heures ou s'il devient un fardeau financier récurrent. Nous concevons et fournissons nos composants en tenant compte de ces demandes spécifiques. Si vos opérations évoluent vers cette classe de pression, nous serons heureux de discuter de ce que cela signifie pour vos décisions d'approvisionnement en équipements.